城市污水处理厂在净化污水的过程中,会产生大量的剩余污泥。这些污泥含有丰富的有机质和氮磷钾养分,同时也含有重金属、病原菌等有害物质。如何安全、环保地处理这些污泥,是每个城市面临的环保课题。将污泥加工成有机肥,是一条实现污泥资源化利用的有效途径,而污泥有机肥生产线正是完成这一转化的关键装备。污泥制肥的核心技术路线是好氧发酵。与畜禽粪便不同,城市污泥的含水率通常在百分之六十到百分之八十之间,直接发酵效果不理想,需要先进行调理。将污泥与锯末、秸秆粉等辅料按比例混合,将含水率调整到百分之五十到六十之间,同时添加嗜热复合微生物菌剂。混合后的物料进入发酵设备,在供氧系统的作用下进行高温好氧发酵。发酵温度可以升高到六十到八十摄氏度,这个高温能够有效杀灭污泥中的病原菌和寄生虫卵。整个发酵过程通常需要十到十五天,发酵完成后物料的含水率可以降到百分之四十以下,各项指标符合《城镇污水处理厂污泥处置 园林绿化用泥质》(GB/T 23486-2009)标准。
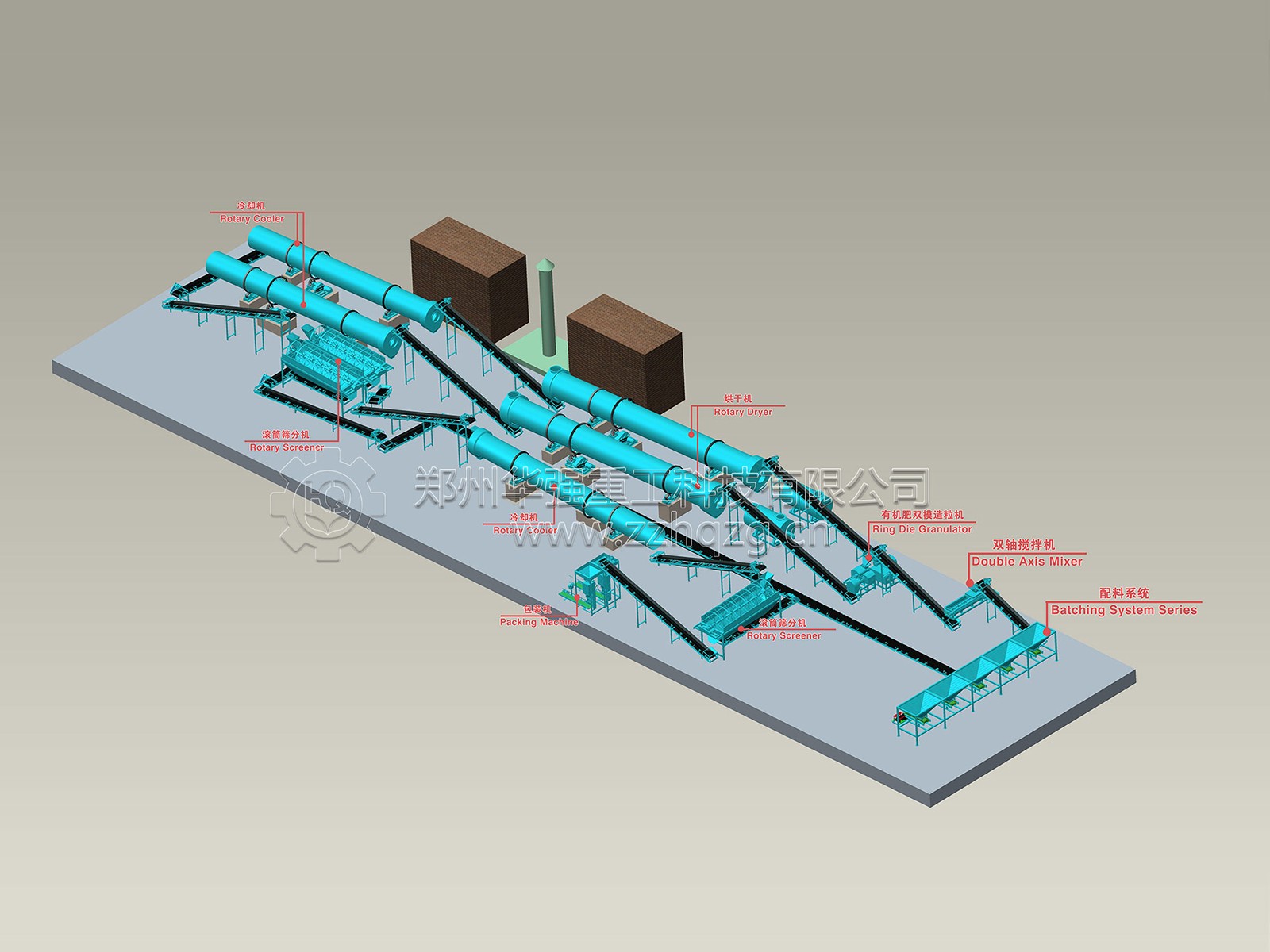
发酵环节结束后,腐熟物料进入深加工阶段。发酵后的污泥往往呈块状或团状,需要通过粉碎机进行细碎处理,打成均匀的粉末状。粉碎后的物料进入搅拌机,根据目标产品的配方,可以添加氮磷钾等养分进行调配,生产不同规格的有机肥或有机无机复混肥。调配好的物料进入造粒环节,螺旋挤压造粒机是将污泥粉料制成颗粒的常用设备。物料通过高压被强制挤出模孔,形成圆柱状颗粒,造粒完成后还需要经过二次干燥和冷却,将颗粒水分降到百分之十五以下,确保产品在储存过程中不会霉变结块。最后通过筛分机将合格颗粒分离出来,进入自动包装机完成称量和封口包装。
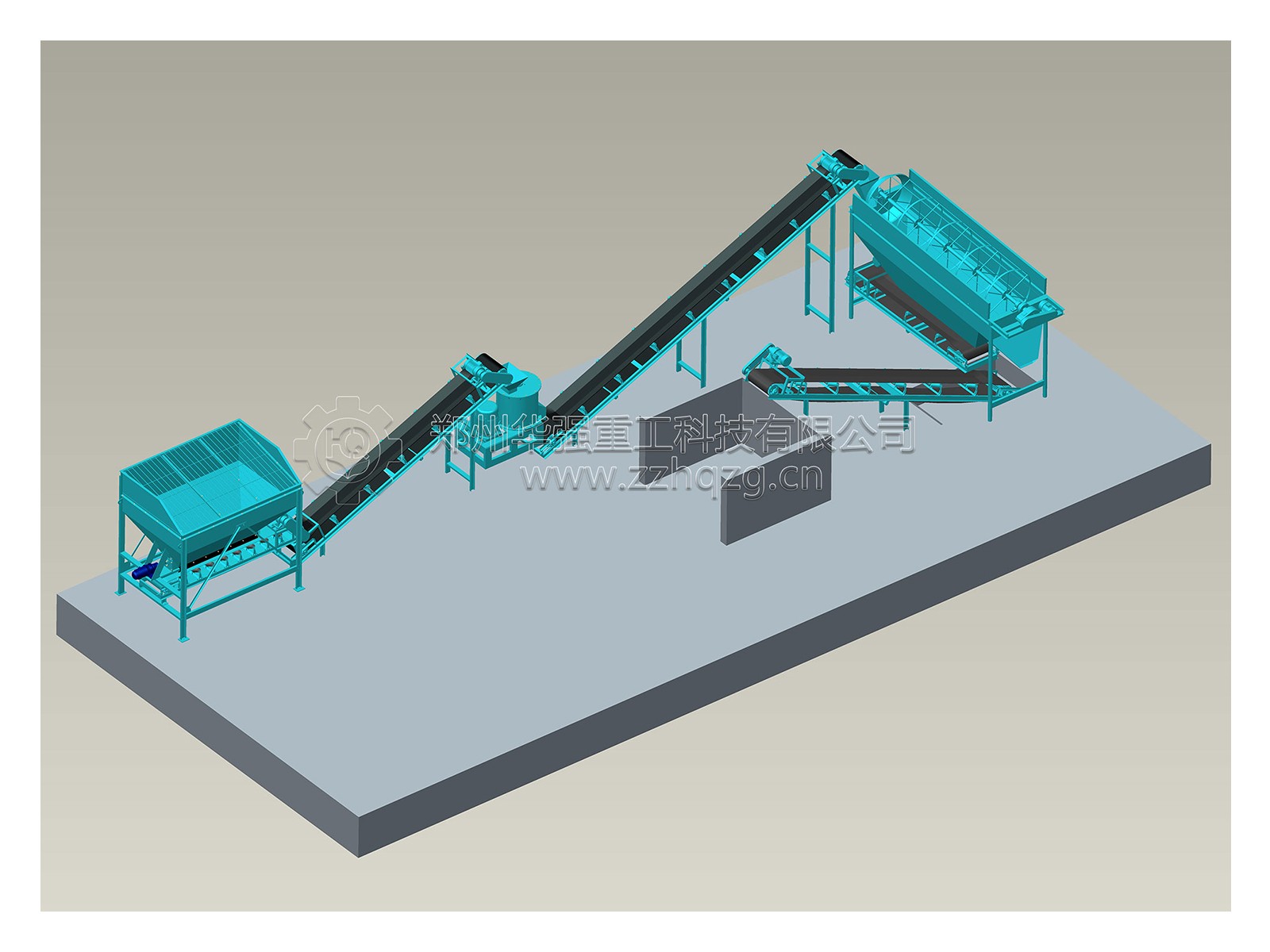
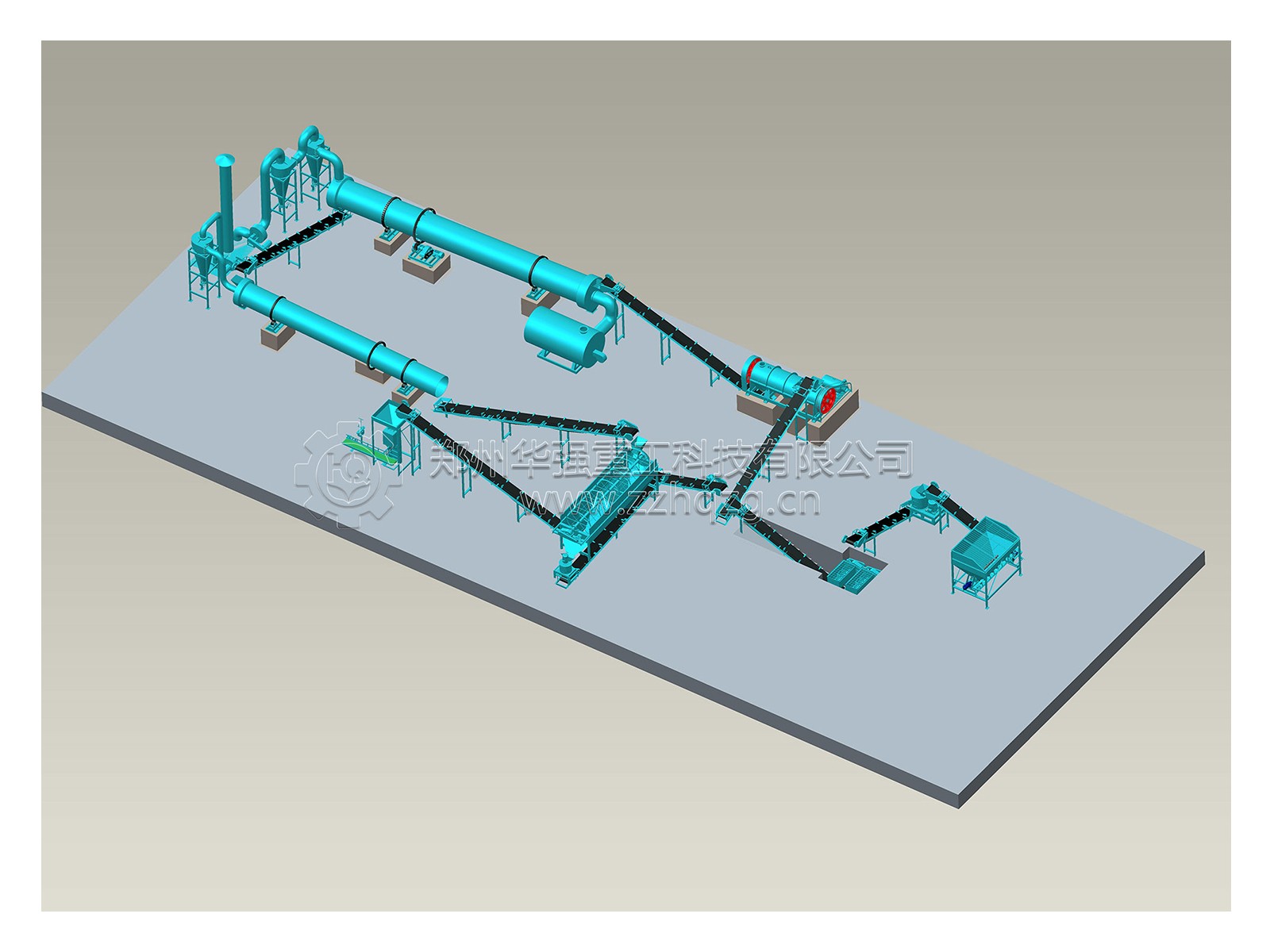
污泥有机肥生产线的设备配置根据产能规模和产品定位有所不同。小型生产线日处理能力在十到二十吨左右,设备投资相对较低,适合县级污水处理厂配套使用。中大型生产线日处理能力可以达到五十吨甚至一百吨以上,设备自动化程度较高,配备智能控制系统和除臭系统。整条生产线通常包括混料设备、发酵设备、粉碎设备、搅拌设备、造粒设备、干燥设备、筛分设备和包装设备,各环节之间通过皮带输送机或螺旋输送机衔接,实现物料的自动化流转。环保标准是污泥制肥项目必须严守的红线。城市污泥中含有一定量的重金属,因此成品有机肥必须符合《农用污泥污染物控制标准》(GB 4284-2018)的限值要求,严格控制总砷、总汞、总铅、总镉、总铬等重金属含量,确保农用安全。生产过程中的废气处理同样不可忽视。污泥发酵和干燥环节会产生氨气、硫化氢等恶臭气体,需要配置密闭式发酵设备和负压抽风系统,将收集的恶臭气体送入生物滤池除臭系统或化学洗涤塔处理,尾气必须满足《恶臭污染物排放标准》(GB 14554-93)的要求才能排放。废水方面,污泥脱水产生的滤液和车间清洗废水需要收集处理后达标排放或回用,不可直接外排。
从经济效益来看,污泥制肥项目具有良好的投资回报前景。以广西桂林一个日处理一百吨污泥的项目为例,设备投资约三千万元,运行成本每吨一百二十六元(按含水率百分之八十计算),其中有机辅料成本七十二元、电费四十元、人工费五元、设备维修费二点四元。该项目每年可产出一点四六万吨有机发酵产物,用于园林绿化和土壤改良,替代化肥的生产和使用。贵州兴仁一个日处理十五吨污泥的项目,设备投资约二百四十万元,运行成本每吨一百七十四元,产出的有机肥符合园林绿化用泥质标准。随着环保要求的日益严格,传统的污泥填埋和焚烧方式成本越来越高,而制肥路线将污泥转化为有价值的产品,既能解决环保问题,又能创造经济效益。
选购污泥有机肥生产线时,有几个要点值得关注。先要明确成品的去向,是用于园林绿化还是农田施用,这会直接影响工艺设计和设备配置。园林绿化用泥质的标准相对宽松,农田施用则必须符合农用污泥标准。其次要关注发酵设备的自动化程度,智能好氧发酵装备配备温度、氧气监测探头和自动控制系统,能够实时调节供氧强度,确保发酵效果稳定,同时减少人工干预。还要重视除臭系统的配置,污泥制肥的臭气问题如果处理不好,容易引发周边居民投诉,导致项目无法正常运转。选择密闭式发酵设备和增效的除臭系统,是从源头控制臭气的有效手段。最后要考察厂家的技术实力和工程案例,优先选择有同类项目成功经验的供应商,可以降低项目建设和运营的风险。
污泥有机肥生产线将城市污水处理厂产生的“负担”转化为农业生产的“资源”,实现了环保与效益的统一。随着全国各地污泥处理处置要求的不断提高,这种资源化利用的模式正在得到越来越多的认可和应用。对于正在寻求污泥处置方案的污水处理厂和环保企业来说,污泥制肥是一条值得深入考察的技术路线。