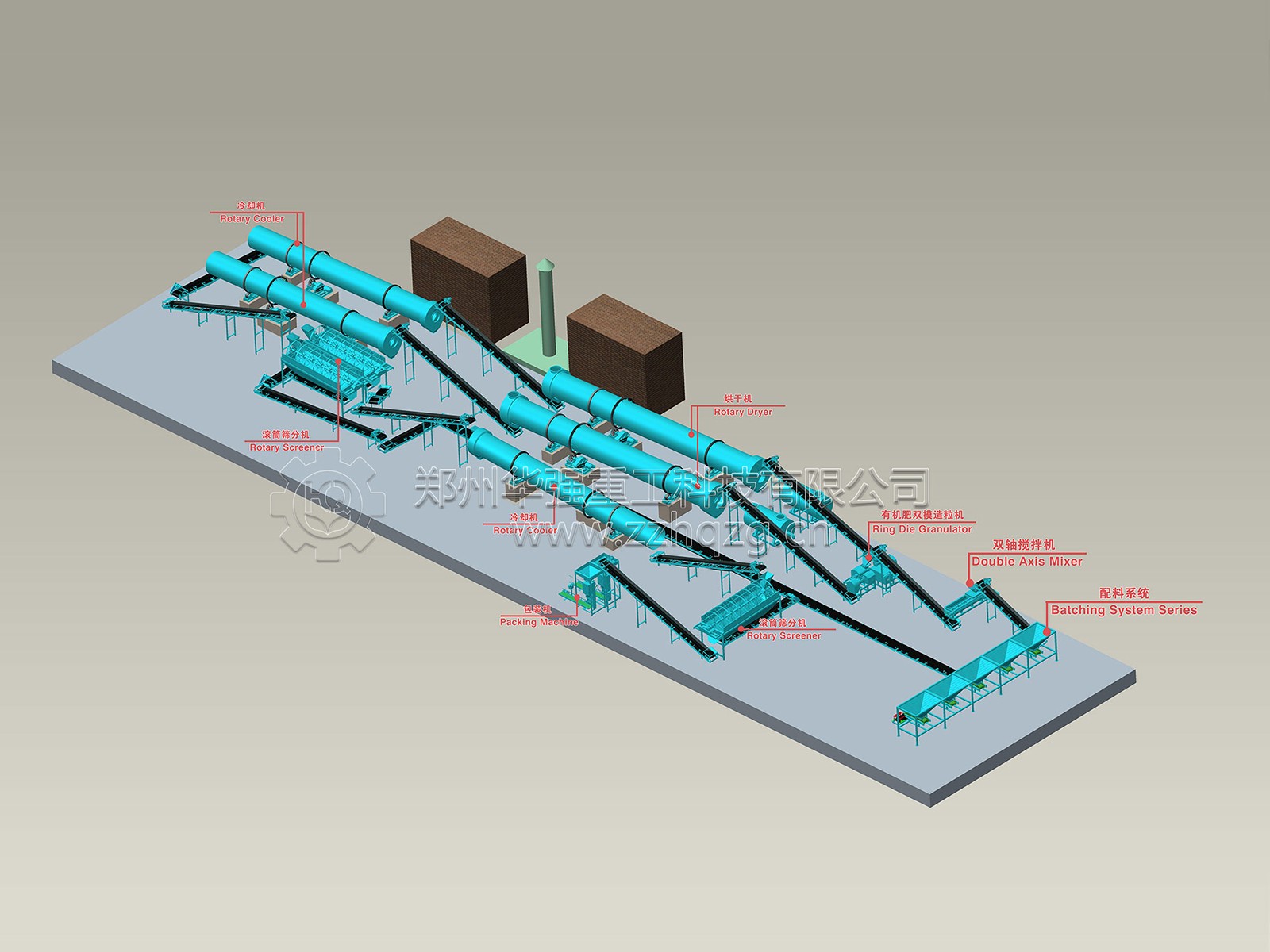
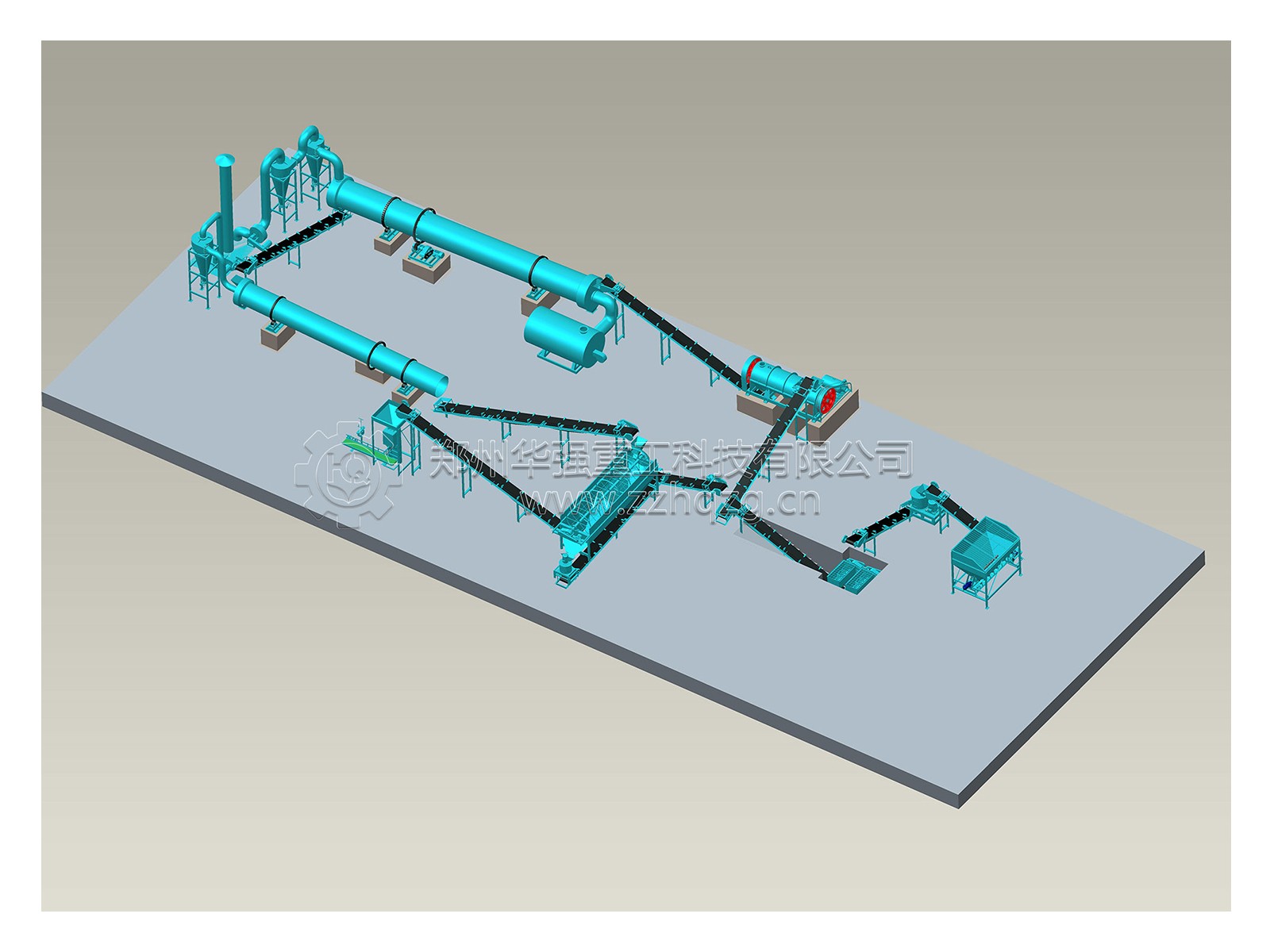
有机肥生产中,烘干环节直接决定成品含水率、储存稳定性与肥效保留,有机肥烘干机凭借精准控温、增效节能、环保耐用的核心优势,打破传统烘干设备能耗高、烘干不均、养分流失的局限,广泛应用于有机肥厂、规模化养殖场、有机废弃物处理站等场景,适配发酵后禽粪、秸秆、菌渣等各类有机物料。有机肥烘干机区别于造粒类设备,以“精准控温、增效脱水、养分保留、环保节能”为核心定位,专为有机物料烘干场景专项研发,采用热风循环烘干工艺,针对发酵后物料高湿、易结块、养分易流失的特性优化设计,结构科学合理,安装便捷,无需复杂基建,可无缝衔接有机肥发酵、造粒生产线,有效解决传统烘干设备烘干不均、物料霉变、能耗偏高、异味扩散的难题,助力企业提升成品品质,延长有机肥储存周期。
精准控温烘干,养分流失少。设备搭载智能温控系统,可精准调控烘干温度在60-80℃,适配不同有机物料的烘干需求,避免高温烘干导致的有机质、氮磷钾等养分流失,最大限度保留有机肥天然肥效。烘干过程中,物料受热均匀,含水率可精准控制在13%以下,彻底解决有机肥储存过程中霉变、结块的难题,确保成品品质稳定。增效节能,烘干效率突出。采用热风循环利用设计,热风可循环往复作用于物料,热利用率达85%以上,单位产量能耗较传统烘干设备降低30%以上,长期批量作业可节省大量能耗开支。设备采用连续式烘干工艺,小时烘干量可达0.5-10吨,较传统间歇式烘干设备效率提升50%以上,可实现进料、烘干、出料一体化连续作业,适配规模化量产需求。
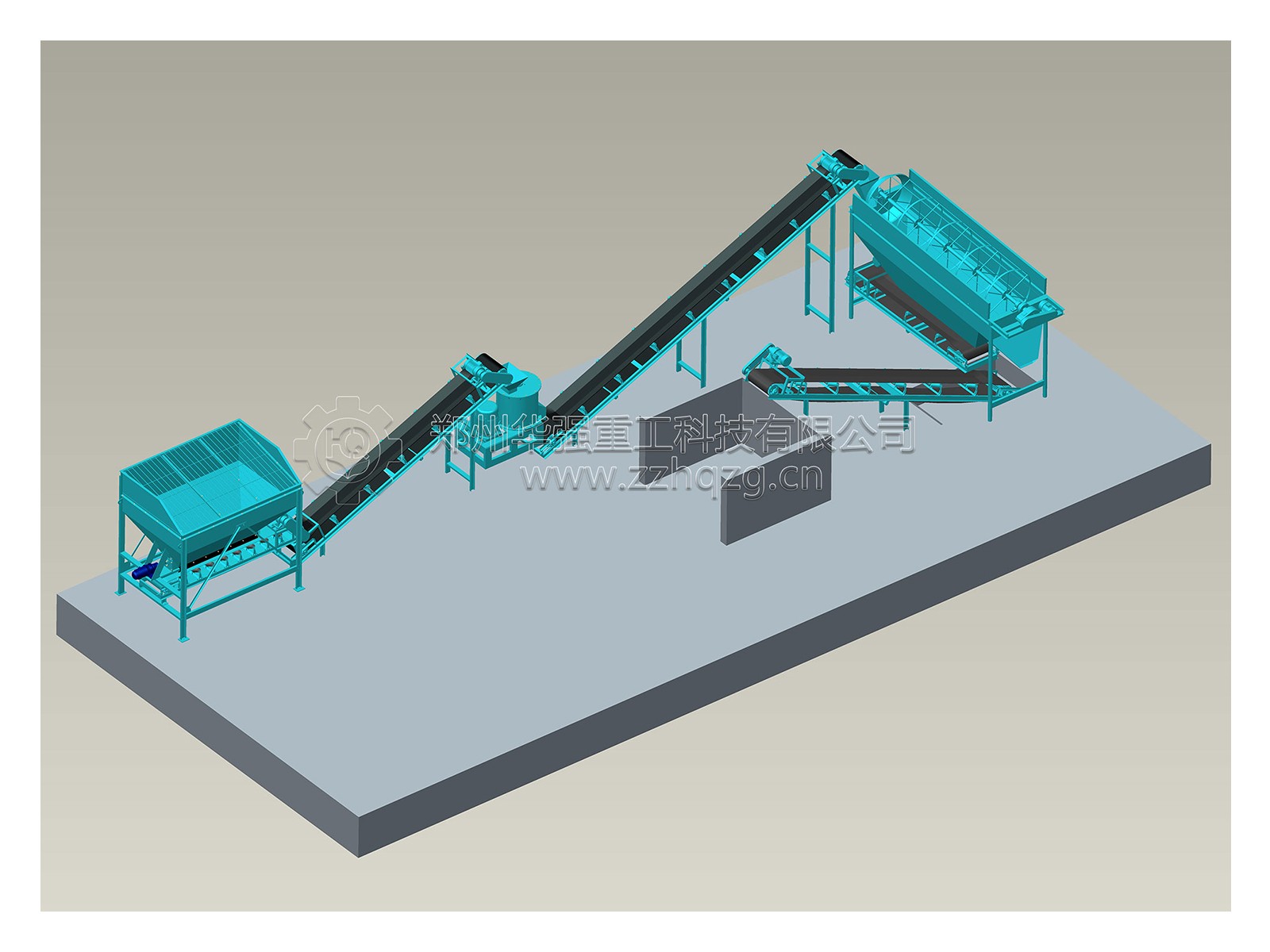
多料适配,场景兼容性强。专为各类发酵后有机物料优化,可灵活适配鸡粪、猪粪、牛粪等畜禽粪污发酵料,以及秸秆粉、菌渣、污泥、餐厨废弃物等各类有机原料,无论是松散物料、粘性物料,还是颗粒状、粉末状物料,均可稳定烘干,无结块、无糊料现象。无需复杂预处理,发酵后的物料直接投入即可烘干,可单独使用,也可无缝衔接造粒、筛分、包装生产线,适配多元生产场景。
环保合规,无二次污染。采用全密闭式烘干设计,配备专用除尘、除臭装置,可有效收集烘干过程中产生的粉尘与恶臭气体,经净化处理后达标排放,彻底解决传统烘干粉尘飞溅、异味扰民的问题。烘干过程无废水产生,冷凝水可循环利用,无有害残留,符合绿色生产理念,助力从业者合规通过环保验收,贴合国家绿色农业发展政策。
耐磨耐用,运维简单省心。机身采用工业级防腐耐磨钢材打造,烘干筒内壁配备耐磨衬板,耐磨抗腐蚀、不易变形,可适应24小时连续作业,使用寿命较传统烘干设备延长30%以上。设备传动结构简单,故障率低,日常维护仅需定期清理烘干筒残留、检查热风系统、补充润滑油,普通工人即可完成,无需专业运维团队,大幅降低运维成本。操作便捷,降低人力门槛。配备简易智能控制面板,可精准调控烘干温度、烘干速度、进料速度,界面简洁直观,无需专业技术培训,普通工人经简单指导即可熟练操作。支持自动化连续生产,无需专人值守,1-2人即可完成全流程运维,尤其适合中小型生产场景。规格齐全,按需定制适配。设备规格可根据生产规模、物料特性灵活定制,小型有机肥烘干机体积小巧、占地少、投资亲民,小时烘干量0.5-2吨,适合家庭农场、小型有机肥作坊使用;标准型、大型设备性能强劲,小时烘干量2-10吨,满足规模化有机肥厂批量烘干需求。
有机肥烘干机凭借精准控温、高效节能、环保耐用、多料适配的核心优势,成为有机肥生产环节的核心配套装备。选择适配的有机肥烘干机,既能提升烘干效率、保障成品品质,又能降低能耗与运营成本,延长有机肥储存周期,适配不同规模生产需求,助力有机肥行业向标准化、增效化、绿色化方向稳步发展。